Экструдер – машина для производства длинномерных изделий из пластичных или сыпучих веществ. Аппарат пропускает загруженные материалы сквозь тонкое отверстие под высоким давлением, иногда с предварительным подогревом, что приводит к уплотнению вещества. Подобные машины нашли широкое применение в различных сферах производства.
Экструдер – машина для производства длинномерных изделий из пластичных или сыпучих веществ. Аппарат пропускает загруженные материалы сквозь тонкое отверстие под высоким давлением, иногда с предварительным подогревом, что приводит к уплотнению вещества. Подобные машины нашли широкое применение в различных сферах производства.
Где используется экструдер
Экструдеры нашли широкое применение в различных отраслях современной промышленности. Их применяют для производства:
- Кормов для животных.
- Шоколадных батончиков.
- Макаронных изделий.
- Провода для 3D принтеров.
- Пластиковых труб.
- Профиля из поливинилхлорида.
- Полиэтиленовой пленки.
- Топливных брикетов.
Оборудование, работающее по типу экструдера, встречается повсеместно. Без него не обошлось производство гранулированного корма для животных, а также макарон, длинномерных пустотелых изделий из пластика и т.д. Системы, используемые для определенных целей, имеют небольшие отличия в техническом плане, но работает по одинаковому принципу.
Разновидности экструдеров по принципу работы
По принципу работы экструдеры разделяют на 3 вида:
- Шнековые.
- Плунжерные.
- Плоскощелевые.
Плунжерные экструдеры в отличие от шнековых проводят точное дозирование материала, перед тем как задать ему определенную форму. Подобные устройства применяют для переработки резины или пластика.

Плоскощелевые экструдеры предназначены для производства рулонных изделий, таких как стрейч-пленка, пленка для теплиц, пластиковые и пропиленовые листы. В них подогретый и тягучий материал выдавливается сквозь плоскую широкую щель и быстро охлаждается, в результате чего тот сохраняет свою форму. Подача материала осуществляется с помощью гидравлического пресса, шнека, или другим механизмом.

Кормовые экструдеры
Кормовые экструдеры обычно представлены оборудованием со шнековой конструкцией. Они предназначены для переработки зерновых культур, а также травянистых растений в комбикорм. Существует две разновидности подобных систем. Первая просто осуществляет экструзию, давая на выходе длинную трубку, а вторая создает готовые гранулы.
Обычные экструдеры
Обычная экструзия позволяет перерабатывать цельное зерно в длинную хрустящую трубку, которая на выходе поддается дроблению в хлопья. Такой корм является более приемлемым, чем сырье загружаемое для переработки. Дело в том, что в результате сдавливания осуществляется прогрев массы. Это способствует уничтожению подавляющего большинства микроорганизмов, которые способны вызывать пищевые расстройства. Кроме этого питательные вещества запекаются как в духовке, что улучшает их усваивание организмом животного.

Грануляторные экструдеры
Экструдер работающий по принципу гранулятора является менее эффективным в плане обеззараживания загруженной массы. На выходе получаются мелкие гранулы, которые обладают высокой твердостью. Они не столь хрупкие, как пищевые трубки обычного экструдера. С целью повышения качества продукции зачастую осуществляется обработка сразу двумя способами экструзии. Сначала формируются хлопья, которые эффективно прожариваются, после чего применяется грануляторный экструдер.

Подобное оборудование работает по принципу мясорубки. Сквозь пресс-форму выдавливаются прутики корма, которые обрезаются вращающимся ножом. Благодаря этому получаются полностью идентичные друг другу гранулы. При использовании гранулярного экструдера загружается не цельное зерно, а ранее перемолотые смеси. Зачастую в их состав входят зерновые культуры, витамины, микроэлементы, травяная мука, а также сухое мясо, если речь идет о корме для собак, кошек или других плотоядных животных.
Экструдеры для пищевой промышленности


Фармакологическое оборудование
Экструдеры нашли свое применение и в фармакологии. Многие таблетки, а также батончики гематогена сделаны именно с помощью подобного оборудования. В фармакологии, где очень важна дозировка, зачастую используется не шнековые, а плунжерные установки. Они позволяют с высокой точностью добиться того, чтобы каждая таблетка полностью соответствовала требуемой массе, поскольку даже сотая доля миллиграмма действующего вещества может иметь огромное значение в лечении.
Экструдеры для производства полимерных изделий
Экструдер стал находкой для промышленных предприятий, которые занимаются производством полимерных изделий. Себестоимость использования этого оборудования максимально выгодная. Оно стоит дешевле, чем установки действующие по другим принципам, а кроме этого обеспечивают вполне качественный результат. Экструдеры нашли свое применение в самых разнообразных сферах переработки полимеров.
Существуют устройства, которые предназначены для переработки вторсырья. Отработанные ПЭТ бутылки, пластиковые пакеты, и прочие изделия из полимеров измельчаются с помощью промышленных шредеров, после чего крошка загружается в экструдер для вторсырья. Он расплавляет массу и формирует из нее мелкие гранулы. Попутно данное оборудование может использовать краску, чтобы выровнять цвет всей массы. Полученные таким способом гранулы продаются на различные предприятия, которые делают из них канализационные трубы, тротуарную плитку, ведра и прочие изделия.

Особого внимания заслуживают экструдеры предназначенные для производства пленок. Они имеют плоскую щелевую пресс-форму, сквозь которую выдавливается полиэтилен или другой материал. После прохождения сквозь формовочный пресс, масса приобретает плоскую форму и сразу же охлаждается вентиляторами. Она накручивается на валик до его заполнения. После этого пленка обрезается, и процесс начинается заново.

Подобные экструдеры особенно требовательные к загружаемому сырью. Оно не должно иметь никаких примесей. Если оборудование, которое занимается производством труб, может стерпеть мелкий сор, то на пленке это будет заметно. В связи с этим используя такой экструдер необходимо позаботиться о соблюдение чистоты на производстве.
- повышенные температуры;
- нагрузки механического характера.
Принцип работы экструдера и его устройство
Экструдер – это аппарат, необходимый для того, чтобы смешивать полимеры и превращать их в однородную смесь при помощи продавливания. После этого конечное изделие обретает определенную форму. Обычно это происходит для того, чтобы получить:
- различные виды труб;
- панели из пластмассы;
- пленки;
- кабеля и провода.
Данное устройство может применять в своей работе различные виды полимеров, даже полиэтилен, поливинилхлорид и т.д. Сейчас принцип работы экструдера применяется даже к биопластику. Этот аппарат можно применять для того, чтобы производить технологический процесс. В результате можно получить детали при помощи метода продавливания сплава через специальный инструмент, придающий форму. Во время процедуры на сырье воздействует большое количество факторов:
- повышенные температуры;
- нагрузки механического характера.
Шнековые (червячные) экструдеры – наиболее распространенные, так как практически в полной мере отвечают всем требованиям технологического процесса. Рабочим органом выступает шнек экструдера (винт Архимеда, известный каждому хотя бы по домашним мясорубкам).
Виды экструдеров
Современные экструзионные установки различаются как по схеме рабочего органа, так и по своему целевому предназначению.
Экструдеры одношнековые и двухшнековые
Шнековые (червячные) экструдеры – наиболее распространенные, так как практически в полной мере отвечают всем требованиям технологического процесса. Рабочим органом выступает шнек экструдера (винт Архимеда, известный каждому хотя бы по домашним мясорубкам).
Лопасть шнека экструдера захватывает сырье в области загрузки и перемещает последовательно по всей длине цилиндра корпуса, через зону нагрева, гомогенизации и формовки. В зависимости от технологической карты и вида исходного материала шнеки могут быть нормальными или быстроходными, цилиндрической или конической формы, сужающиеся к выходу. Одним из главных параметров является соотношение рабочего диаметра шнека к его длине. Различаются также шнеки шагом витков и их глубиной.
Однако одношнековые экструдеры не всегда применимы. Например, если в качестве сырья используется порошковый полуфабрикат, один винт не справится с тщательным его перемешиванием в ходе расплавления и гомогенизации.
В подобных случаях применяют двухшнековые экструдеры, винты которых могут находиться во взаимном зацеплении, совершать параллельное или встречное вращательное движение, иметь прямую или коническую форму.
В результате процессы разогрева, смешения и гомогенизации проводятся более тщательно, и на головку поступает полностью однородная и дегазированная масса.
Нельзя не отметить, что в некоторых технологических процессах применяются экструдеры и с большим количеством шнеков – до четырех, а кроме того, существуют и планетарные автоматы, когда вокруг центрального винта вращается до 12 сателлитных.
Это бывает необходимым при работе с некоторыми видами пластиков, которые под действием высоких температур имеют свойство к деструкции – потере физических качеств. Таким образом, их нагрев в подобных экструдерах осуществляется за счет силы трения и создаваемого высокого давления.
Экструдер для ПВХ профиля
Производство пластиковых или композитных профилей в большинстве случаев производится именно методом экструзии. Для этого, в зависимости от материала и сложности формы изделия, используют одно- или двухшнековые аппараты с соответствующими формующими головками.
Ассортимент весьма обширен – от тонких нитей или полос до листов, крупных панелей и сложных по геометрии профилей. Ставшие всем привычные пластиковые оконные и дверные системы собираются из ПВХ-профилей, изготовленных именно таким способом.
Добавка в полимер специальных компонентов позволяет выпускать сложные композиты, например, дерево-пластиковые конструкции, которые также часто применяются при изготовлении различных строительных конструкций.
Экструдер для производства труб
При производстве трубной продукции очень важным условием является отсутствие в гомогенизированной смеси пузырьков газа, поэтому экструдеры для труб в обязательном порядке оснащаются системой дегазации. Обычно это – двухшнековые установки, в которых, помимо прочего, применяются так называемые барьерные шнеки, надежно разделяющие еще твердый полуфабрикат от полностью расплавленного. Это обеспечивает полную однородность состава, что очень важно для эксплуатационных качеств выпускаемой трубы.
Экструдеры для полиэтилена

Все полимерные пленки изготавливаются исключительно способом экструзии. Для производства плёнок используется выдувной экструдер. Формующий узел экструдера для стрейч пленки может быть выполнен в виде узкой щели –на выходе получается однослойная пленка необходимой толщины и ширины.
В некоторых моделях используются круглые щелевые фильеры большого диаметра – пленка получается в виде рукава.
Мини экструдеры для пленки производят полиэтилен шириной рукава до 300мм и толщиной до 600 мкм. Небольшой размер устройства позволяет установить его даже в обычном помещении.
- Производство многослойных пленок для хранения пищевых и фармацевтических продуктов, химикатов; • Печать и ламинирование;
- Производство термоусадочной пленки ПВХ, которая используется для упаковки хлебобулочных и кондитерских изделий, полиграфии, канцтоваров и прочих товаров;
- Производство полимерных пленок (парниковая, пленка для пакетов и т.д.);
- Производство листового полистирола и полипропилена;
Экструзия
Экструзия представляет собой непрерывный комплексный физико-химический процесс, в результате которого изделия получаются путём продавливания расплавленного материала через специальное калибрующее устройство: отверстия, фильеру, экструзионную головку.
Экструдеры
Машины для экструзии называются экструдерами. Сегодня экструдеры применяют практически во всех сферах современной промышленности:
- Производство многослойных пленок для хранения пищевых и фармацевтических продуктов, химикатов; • Печать и ламинирование;
- Производство термоусадочной пленки ПВХ, которая используется для упаковки хлебобулочных и кондитерских изделий, полиграфии, канцтоваров и прочих товаров;
- Производство полимерных пленок (парниковая, пленка для пакетов и т.д.);
- Производство листового полистирола и полипропилена;
Экструдеры отличаются высоким уровнем производительности, простотой в эксплуатации, монтаже и запуске оборудования, экономичностью и долговечностью.
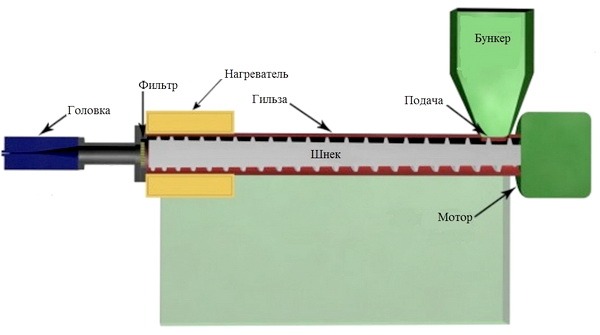
В экструдере выделяют три основные зоны:
В зоне питания происходит загрузка материала и его уплотнение. В зоне пластикации — плавится, в зоне дозирования — гомогенезируется, т.е. уменьшается степень неоднородности сырья.
Особый интерес представляет зона пластикации, здесь на корпусе устанавливается нагревательный элемент.
Охлаждение и нагрев шнека экструдера
Типы нагревательных элементов, используемые в экструдерах
Нагревательный элемент — один из основных и самых важных компонентов экструзионной линии, отвечающий за быстрый нагрев до заданной температуры. Процесс пластикации не возможен без нагревательного элемента. В зависимости от конкретного места установки на экструдере производители предлагают различные типы нагревательных элементов:
кольцевые нагревательные элементы — устанавливаются на шнек-цилиндрах. Для удобства монтажа и быстрой замены нагревательного элемента были разработаны кольцевые нагреватели, состоящие из двух полуколец.
патронные нагревательные элементы — служат для подогрева фильеры, т.е. специальной формы, через которую продавливается пластическое сырьё.
Мы предлагаем кольцевые и патронные нагреватели высокого качества стандартных и нестандартных размеров европейских и российских производителей, запрос на желаемую продукцию всегда можно сделать на нашем сайте. Обращайтесь 8-800-550-99-67
Процесс, происходящий с использованием этого оборудования, называется экструзией. В зависимости от конструкции машины её делят на несколько видов:
Устройство экструдера
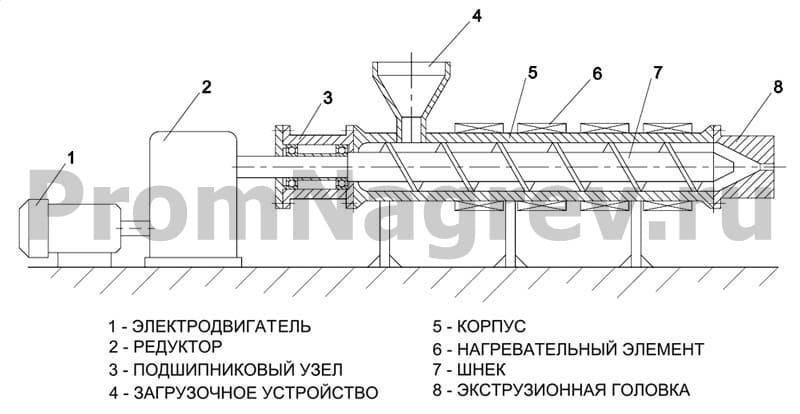
 Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Через специальную муфту к редуктору подсоединяется электрический двигатель. Таким образом, он располагается под узлом пластификации. Нагрев происходит с помощью электрического шкафа, который автоматический регулирует температуру. Коррозионная стойкость обеспечивается путём насыщения элементов экструдера парами азота. Благодаря этому они не выходят из строя и являются довольно долговечными.
Кроме перечисленных выше, к раме подсоединены приборы, позволяющие осуществлять контроль над ходом производства. Они управляются пультом оператора. Благодаря компактным размерам получающегося устройства шнек можно вставлять прямо в выходной вал редуктора.
Процесс дегазации
Роль шнека
Шнек имеет несколько функций, в зависимости от которых цилиндр можно условно разделить на несколько важных зон:
 в зоне питания исходное сырьё уплотняется за счёт попадания в шнековую область, но всё ещё остаётся твёрдым;
в зоне питания исходное сырьё уплотняется за счёт попадания в шнековую область, но всё ещё остаётся твёрдым;- в зоне пластификации гранулы плавятся, смешиваются и спрессовываются под давлением, чтобы далее продвигаться по винту;
- в зоне дозирования материал, состоящий из смеси плавящихся гранул с твёрдыми, перемешивается до однородности и поступает к формующему инструменту.
Все процессы происходят при нагреве, температура которого может различаться от зоны к зоне. Качество получаемого материала будет зависеть от условий и полноты прохождения сырьём перечисленных этапов.
Преимущества одношнекового и двухшнекового экструдеров
Главная характеристика машины — количество и вид шнеков. Самым распространённым типом является одношнековый экструдер. Он прост в обслуживании по сравнению с другими видами этой машины. Для его работы необходим только один оператор, поскольку все важные органы управления локализированы в одном месте. Но если машина входит в состав крупной экструзионной линии, может понадобиться подсобный рабочий. Конечное количество операторов и рабочих определяется технологией и целями производства.
Ещё одним немаловажным достоинством одношнекового экструдера является лёгкость транспортировки. Его можно перевезти с одного производства на другое или переустановить в новом месте.
Но иногда такой экструдер не позволяет получить необходимого качества плавления готового продукта, и в производстве применяют двухшнековую машину. Она позволяет лучше транспортировать сырьё, подходит для гигроскопичных гранул. Зачастую оборудование с двумя винтами обладает функцией самоочищения, что также удобно для эксплуатации.
Принцип работы зернового экструдера достаточно прост: засыпаемое в агрегат сырье подвергается высокому давлению и повышенным температурам.
Зерновые экструдеры являются наиболее востребованным оборудованием на сельскохозяйственном рынке. Обусловлено это тем, что с помощью агрегата такого типа можно создать полнорационные сбалансированные кормовые смеси с полезными питательными соединениями. При необходимости, во время изготовления гранулированного корма, фермеры используют возможность добавления в сырьевую смесь лекарственных препаратов.
Согласно многочисленным исследованиям, экструдированный корм обеспечивает повышения уровня производительности домашнего скота. При этом важно отметить, что себестоимость корма, полученного при помощи зернового экструдера, является наиболее выгодной. Все это дает возможность сократить расходы и увеличить на 10-30% доход от ведения сельскохозяйственной деятельности.
Чтобы ознакомиться с нашими предложениями по производству экструзионных линий, позволяющих выпускать готовые изделия, такие как напорные трубы или профили из ПВХ-пластиката, откройте интересующий вас раздел меню в левой части страницы.
Как устроен экструдер?
Экструдеры одношнековые, производимые ООО «Полипром Кузнецк», имеют оптимальную компоновку: на единой раме смонтированы специальный вертикальный редуктор со встроенным упорным подшипником и асинхронный электродвигатель, расположенный под узлом пластикации и соединенный с редуктором упругой муфтой. Шнек вставляется непосредственно в выходной вал редуктора. Такая схема расположения элементов позволяет сократить размеры экструдера, что упрощает его транспортировку и обслуживание.
Электрошкаф с системой тепловой автоматики, приборами управления всей технологической линией и пультом оператора прикреплен так же к единой раме. Сосредоточение важнейших приборов в одном месте позволяет минимизировать количество обслуживающего персонала — для управления необходим всего один оператор (для обслуживания полноценной экструзионной линии кроме оператора необходимо наличие одного или двух подсобных рабочих, общее количество персонала зависит от назначения и мощности экструзионной линии).
Система тепловой автоматики включает в себя температурные зоны экструдера, а так же дополнительные зоны для управления нагревом головок или фильер. Для контроля и управления каждой зоной используется отдельный прибор тепловой автоматики. Это позволяет тонко регулировать температуру на каждом участке, что (при правильном использовании) благоприятно сказывается на качестве получаемого расплава.
Поверхности шнека и цилиндра пластикации насыщаются азотом, что придаёт им долговечность и коррозионную стойкость.
Экструдеры, предназначеные для работы в составе трубных и плёночных линий, оснащаются барьерными шнеками, обеспечивающими наивысшее качество расплава и отличную производительность.
Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. На данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека: вначале — небольшого объема для расплава и значительного — для гранул, а в конце наоборот: большой объем — для расплава и небольшой — для нерасплавленного полимера. Через барьерный виток расплав из канала с гранулами перетекает в канал с расплавом.
Экструдеры, предназначенные для работы в составе линий для производства профиля из пластифицированного ПВХ, имеют увеличенный диаметр шнековой пары и уменьшенную частоту вращения шнека.
Оба типа экструдеров комплектуются частотными преобразователями «Дельта Электроникс», позволяющими бесступенчато регулировать частоту вращения шнека и, соответственно, производительность по расплаву.
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0 С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
Соэкструзия и коэкструзия.
Соэкструзия — это технология, использующаяся для получения многослойных пленок.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Экструдер зерновой оснащается специальной камерой, в которой зерно и другое сырье подвергаются прессованию, именно в процессе прессования зерно как бы взрывается изнутри. Такая обработка зерна делает его более питательным для животных, принцип работы прессовальной камеры напоминает изготовление попкорна. То есть зерно становится более воздушным, и более легко поддается усвоению животными.
Конструкция экструдера зернового
В приемочной воронке встроен специальный магнитоулавливающий элемент для отбора частиц металла, которые могут попасть в экструдер вместе с зерновыми культурами. В самом рабочем органе экструдера зернового происходит продавливание массы через формировочную фильеру. Производительность оборудования может быть различной, и варьируется от восьмидесяти до ста килограмм изготовленного зерна в час работы установки.
Конструкция экструдера состоит из таких важных рабочих элементов, как электрический двигатель и бункер для загрузки в него сырья. Также в конструкцию экструдера входит подшипниковый узел, который оснащен двумя подшипниками, специальный лоток. Загрузка зерна в приемный бункер происходит посредством работы специальной горловины загрузочного типа с приспособленной лейкой. Таким образом, минимизируется утечка зерна во время закладки его в аппарат.
Конструктивно, экструдер состоит из рабочего органа (шнека) и камер. Загрузочная камера используется для ввода сырья и добавок. Закрытые камеры имеют отверстия для замера давления и температуры, также через них добавляют жидкие вещества и производят отбор проб. Шнеки экструдера могут иметь вспомогательные элементы, которые помогают перемещению продукта по системе.
Экструдер предназначен для переработки полимерного материала в стрейч-пленку. Аппарат работает при использовании сырья, а также специальных добавок, благодаря которым пленка становится клейкой. Плоскощелевой экструдер предназначен для изготовления материала, который используется в самых разных отраслях.
Перейдя на страницу http://ok-stanok.ru/oborudovanie/proizvodstvo-plenki/f/tipy_plenochnye-ekstrudery/materialy_plenka можно ознакомиться с технологическим оборудованием, предназначенным для изготовления полимерной продукции.
Работа экструдера состоит из:
Широкое распространение получил метод горячей формовки. Он происходит при высоком давлении и большой скорости. Реализовать процесс можно при помощи шнекового экструдера. Этот агрегат состоит из шнека особой конструкции. Он вращается в цилиндрическом корпусе. На выходе расположена формообразующая матрица.
Конструктивно, экструдер состоит из рабочего органа (шнека) и камер. Загрузочная камера используется для ввода сырья и добавок. Закрытые камеры имеют отверстия для замера давления и температуры, также через них добавляют жидкие вещества и производят отбор проб. Шнеки экструдера могут иметь вспомогательные элементы, которые помогают перемещению продукта по системе.
Основа для изготовления пленки является ПВХ. К этому сырью добавляются вспомогательные вещества, влияющие на конечные свойства продукта. Сырье загружается в экструдер. Затем оно становится однородной массой и соединяется с другими компонентами. Полученная масса проходит к выходному отверстию. Под действием давления смесь выталкивается наружу. Во время этого процесса будет происходить формирование толщины пленки. Этот параметр можно будет контролировать при помощи пульта управления.
В отличие от шнековых проводят точное дозирование материала, перед тем как задать ему определенную форму. Подобные устройства применяют для переработки резины или пластика.
Экструдеры нашли широкое распространение и в химической промышленности. На всех заводах по производству полимерных изделий используются экструдеры. Такая популярность в данной сфере обусловлена выгодной себестоимостью. Такие экструдеры стоят дешевле, чем оборудование основанное по другим принципам, но при этом обеспечивают качественный результат.
Существуют устройства для переработки вторсырья. Например, отработанные ПЭТ бутылки, пакеты и другие изделия из полимеров измельчаются с помощью промышленных шредеров, далее это сырье загружается в экструдер для вторсырья. Он нагревает и расплавляет массу, формирует из нее мелкие гранулы. Затем эти гранулы отправляются на заводы, где из них делают трубы, ведра, тротуарную плитку и др.
Необходимо понимать, что хоть принцип работы такого оборудования схож с пищевым и кормовым эксрудерами, но имеет более сложную конструкцию. Данное оборудование имеет дополнительные системы нагрева и охлаждения.
Источник — http://polimech.ru/stati/printsip-rabotyi-ekstrudera/
Источник — http://promresursy.com/materialy/proizvodstvo/oborudovanie/ekstruder-dlya-plastika.html
Источник — http://www.promnagrev.ru/informaciya-o-nagrevatelyah/ustroystvo-i-princip-raboty-ekstrudera/
Источник — http://tokar.guru/instrumenty/ekstruder-chto-eto-takoe-dlya-chego-on-prednaznachen.html
Источник — http://akom-2014.ru/blog/item/334
Источник — http://poly-prom.ru/polezno/opisanie-ekstruderov
Источник — http://oplenke.ru/ekstruder-i-ekstruzija/
Источник — http://promplace.ru/ekstruder-zernovoj-590.htm
Источник — http://vesti42.ru/reklama/32384
Источник — http://granexpro.ru/articles/vidyi-i-ustrojstvo-ekstrudera