Далее будут рассмотрены более подробно несколько отдельных частей механизма электроэрозионных станков.
Для обрабатывания деталей используют различные устройства. Они различаются и принципом работы, и назначением, и в других аспектах. Но огромное количество специалистов подчёркивает преимущество использования электроэрозионных станков, которые предназначены для обработки различных деталей, причём с весьма убедительными результатами и показателями.
Если вам нужно купить электроэрозионный станок, рекомендуем обратиться за консультацией в компанию Доминик. Компания специализируется на поставках и обслуживании электроэрозионных станков в России и имеет большой опыт работы с предлагаемым оборудованием. Много станков в наличии, ознакомиться со станками можно на площадках компании в Москве и Челябинске. Специалисты компании осуществляют доставку и запуск оборудования, проводят обучение персонала, осуществляют гарантийное и постгарнтийное обслуживание, оказывают техническую поддержку.
Ассортимент компании представлен на странице ‘Электроэрозионные станки’. Вы можете сразу перейти в нужный вам раздел и ознакомиться с характеристиками:
- DK77 электроэрозионные проволочно-вырезные станки;
- SCT высокоточные электроэрозионные проволочно-вырезные станки с сервоприводом;
- HQ703 электроэрозионные сверлильные станки супердрели;
- Электроэрозионные прошивные станки с одной управляемой осью Z.
Конструкция станков DK77/AZ позволяет после включения питания восстановить запомненные перед выключением координаты, что очень удобно для автоматического продолжения работы после длительного пропадания питания (так называемый «холодный» рестарт).
 В основе электроэрозионной обработки лежит съем материала заготовки за счет выплавления и испарения при электрическом пробое межэлектродного промежутка (зазора) в жидкой среде. Необходимым условием электроэрозионной обработки материала является его достаточная электропроводность; этому условию удовлетворяют все металлы и многие другие материалы, в частности, полупроводники.
В основе электроэрозионной обработки лежит съем материала заготовки за счет выплавления и испарения при электрическом пробое межэлектродного промежутка (зазора) в жидкой среде. Необходимым условием электроэрозионной обработки материала является его достаточная электропроводность; этому условию удовлетворяют все металлы и многие другие материалы, в частности, полупроводники.
В отличие от прошивочных станков, у которых производительность измеряется объемом выплавляемого материала в единицу времени, производительность проволочно-вырезных станков – это площадь реза в единицу времени, т.е. полезный эффект. Точность размеров детали зависит не только от станка, но и от свойств заготовки и от проволоки. Шероховатость поверхности (класс чистоты) обычно характеризуется усредненной величиной высоты неровностей (например, параметры Ra или Rz).
Система позиционирования по осям X, Y, U, V, Z
Поступательное движение по всем осям практически всегда получается из вращательного движения электромоторов с помощью ходовых винтов. В каретках UV с небольшими полями обычно используются винты с малым шагом (0.5..1мм) и разрезные гайки для уменьшения люфтов, на остальных осях – безлюфтовые шаровинтовые пары с шагом 2..5 мм.
Обычно ограничители представляют собой механические выключатели, которые, как и другие устройства защиты, нормально замкнуты – обрыв цепи или ее отсутствие означает состояние блокировки; применяются и электронные устройства – оптические, индуктивные и на эффекте Холла, которые чаще используются для разомкнутых систем из-за повышенных требований к стабильности точки срабатывания – порядка нескольких микрон.
Конструкция станков DK77/AZ позволяет после включения питания восстановить запомненные перед выключением координаты, что очень удобно для автоматического продолжения работы после длительного пропадания питания (так называемый «холодный» рестарт).
В старых станках, где из-за недостаточного уровня электроники отсутствовал графический дисплей, для проверки правильности описания контура резания и текущего визуального контроля положения делался планшет с карандашом, которые связаны с соответствующими осями; при движении по XY карандаш рисовал на листе бумаги траекторию в масштабе 1:1. В современных станках с цветными графическими дисплеями возможности отображения как траектории, так и прочих параметров так велики, что планшеты не применяются.
Генератор технологического тока (ГТТ)
Шероховатость поверхности, измеренная вдоль проволоки, зависит от энергии и формы импульсов тока: глубина лунок тем меньше, чем меньше длительность (при постоянной энергии). Размер неровностей в поперечном направлении больше, чем в продольном, за счет неидеальной формы проволоки и флюктуаций вектора скорости подачи, которые вызывают нестабильность бокового зазора при подчистке.
Размерный ряд видов электроэрозионного оборудования отечественного производства определяется требованиями ГОСТ 15954.
Принципы оптимального выбора технологии и типоразмера станка для ЭЭО
Исходными данными являются точность контура, размеры (глубина) термически изменённой зоны, а также желаемое значение съёма в единицу времени. Для станков, работающих с непрофилированными электродами, важно наличие устройств для автоматической заправки проволоки, а для импульсных станков – генераторов, позволяющих использовать биметаллическую проволоку, которая повышает производительность ЭЭО.
Для повышения качества процесса и снижения эрозионного износа электрода-инструмента в качестве рабочих сред лучше использовать масло (наиболее употребительна смесь масла «индустриальное-20» с керосином). В принципе, для изделий с увеличенными допусками, возможно использование и воды.
Технологические возможности электроэрозионных станков значительно расширяются наличием дополнительных приспособлений (например, для получения конических поверхностей).
Для съёма металла от 20000 мм 3 /мин и выше нужно применять только электродуговые станки. Наименьшая погрешность работы такого оборудования достигается на обратной полярности при использовании графитовых электродов. Вместе с тем, сравнительно высокая шероховатость поверхности – не ниже Rz 0,8…1,6 мкм – вынуждает после ЭЭО дуговым разрядом предусматривать чистовое шлифование полученного контура. Давление прокачки рабочей среды должно быть не менее 50…60 кПа.
С целью снижения износа резца создаются униполярные электроимпульсы. В зависимости от длины импульса выбирается полярность, так как при небольшой продолжительности быстрее изнашивается отрицательный электрод, при повышенной — изнашивается катод. Фактически при обработке применяются оба принципа создания униполярных электроимпульсов: на болванку подают переменно положительный заряд и отрицательный. Вода уменьшает температуру инструмента (проволоки) и уносит продукты разрушения.
Принцип работы станка
Первичная обработка болванки и снятие основных объемов материала происходит на токарном или фрезерном станке с ЧПУ. Принцип работы электроэрозионного оборудования в том, что металл обрабатывается разрядами тока, появляющимися между заготовкой и инструментом. В качестве резца используется натянутая проволока.
Генератор выпускает ток импульсами, не изменяя свойства рабочей среды. Когда между электродами появляется напряженность выше критической, формируется плазменный канал, разрушающий поверхность заготовки. Появляется маленькая выемка. Полярность тока подбирается таким образом, чтобы деталь разрушалась сильнее.
С целью снижения износа резца создаются униполярные электроимпульсы. В зависимости от длины импульса выбирается полярность, так как при небольшой продолжительности быстрее изнашивается отрицательный электрод, при повышенной — изнашивается катод. Фактически при обработке применяются оба принципа создания униполярных электроимпульсов: на болванку подают переменно положительный заряд и отрицательный. Вода уменьшает температуру инструмента (проволоки) и уносит продукты разрушения.
Под воздействием высокочастотных импульсов эрозия проходит равномерно по длине зазора, постепенно расширяя самое узкое место. Постепенно инструмент (проволоку) или деталь продвигают в необходимом направлении, увеличивая площадь воздействия. Обработать по этому принципу можно деталь из любого материала, пропускающего электричество.
Время обработки зависит от физических свойств материала (электропроводности, теплопроводности, температуры плавления). Чем быстрее выполняется работа, тем больше шероховатостей остается на поверхности. Наилучший эффект достигается путем многопроходной обработки с понижающейся мощностью импульсов.
Угол наклона с поворотными рукавами ±15˚ / ±30˚ / ±45˚ (зависит от модели)
Размер стола 1300×1900, перемещения стола 1200×1400, максимальная толщина реза 800 мм.
Электроэрозионный проволочно-вырезной станок DK77120 позволяет изготавливать штампы, пресс-формы, инструмент, оснастку, детали машин, шестерни, звёздочки, муфты, шлицевые и шпоночные пазы, ножи и фрезы.
Электроэрозионный проволочно-вырезной станок DK77120 обрабатывает сталь, закалённую сталь, нержавеющую сталь, титан, твёрдый сплав, цветной металл, алюминий, графит, магниты.
Главное условие для обрабатываемого материала на электроэрозионном станке – материал должен быть токопроводным, а твёрдость и вязкость материала не имеют существенного значения.
Инструментом (электродом) в электроэрозионном проволочно-вырезном станке DK77120 служит многоразовая молибденовая проволока 0,18 мм, в качестве рабочей жидкости – эмульсия из воды и концентрата JR3A или DIC-206. О плюсах молибденовой проволоки читайте в статье.
Проволока натягивается между двумя рукавами, перпендикулярно столу. Шаговые двигатели, получая сигналы системы ЧПУ, делают перемещения по осям X и Y по заданному контуру. Между электродом и заготовкой возникает разряд, который разрушает материал заготовки. Отработанный шлам вымывается струёй СОЖ.
Точность получаемых изделий – 0,012 мм (12 мкм), шероховатость до 1,2 Ra, толщина обработки до 600 мм (зависит от модели, спецзаказ до 1000 мм).
Посетите наш канал на YouTube, чтобы увидеть другие примеры на проволочно-вырезном электроэрозионном станке.
ЧПУ. Создание программ, начало обработки.
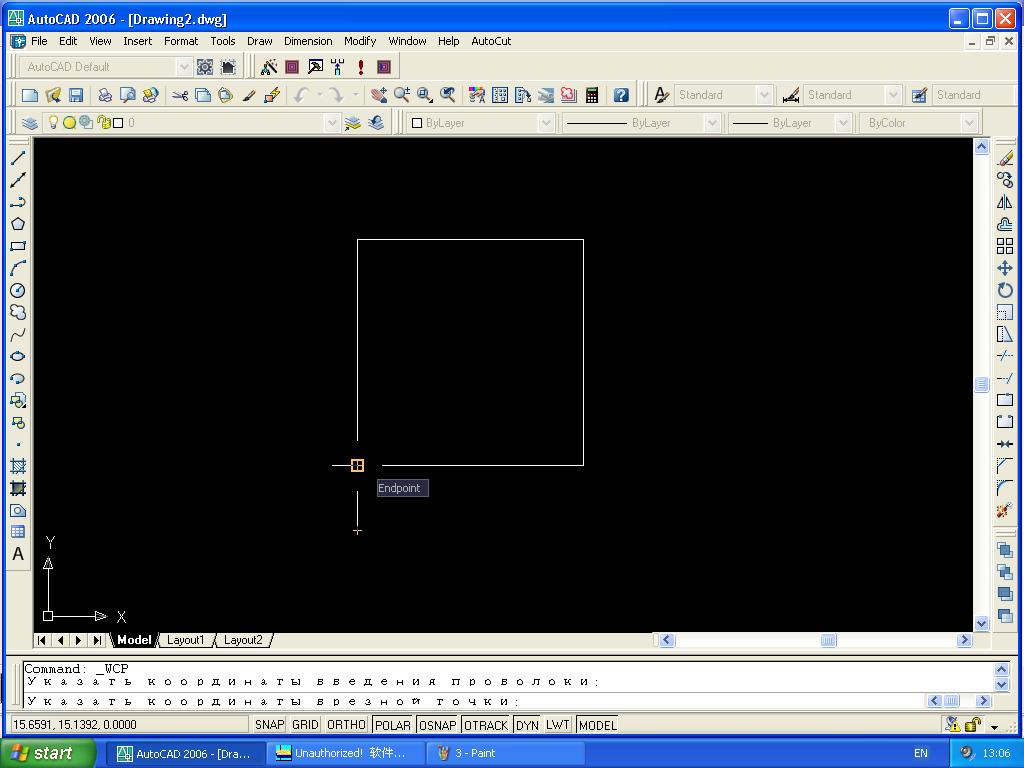
Электроэрозионный проволочно-вырезной станок DK77120 управляется системой ЧПУ WireCut (AutoCut) на базе Windows XP – удобная, интуитивная, русифицированная, совместимая с известными CAD-системами (AutoCAD, Компас и др.) Для программирования достаточно сделать чертёж контура в формате DXF, загрузить его в шкаф ЧПУ и задать режимы. Система ЧПУ сама преобразует чертёж в управляющие команды.
1. Отрисовка или загрузка чертежа в CAD-программе. Создавайте чертежи в своём компьютере или непосредственно в компьютере стойки.
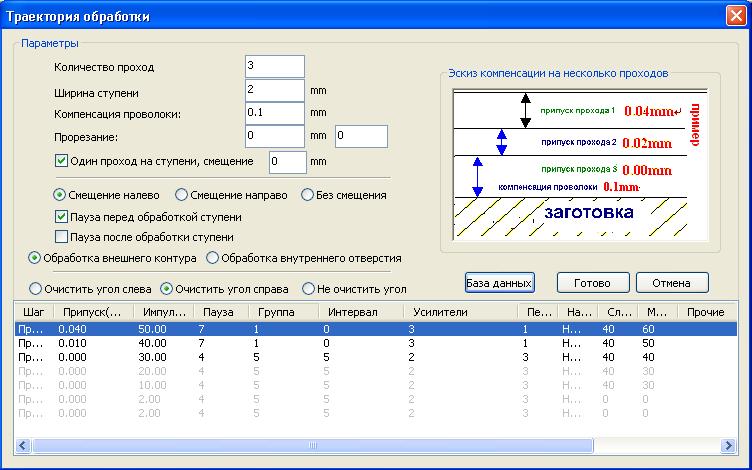
2. Выбор количества проходов, компенсации диаметра электрода, припусков на проход, пути резания. Выполнение внешнего или внутреннего контура (пуансон или матрица, муфта или зубчатое колесо и т.д.)
3. Отправляем подготовленный чертёж в WireCut. Запускаем выполнение. В этом окне можно менять режимы, контролировать скорость, отражает затраченное и оставшееся время.

Доминик проводит вводный инструктаж операторов во время пусконаладки. После такого обучения даже специалисты с небольшой квалификацией могут приступить программированию и производству изделий. Предоставляем возможность дополнительного обучения, но, как правило, в этом нет необходимости.
Многопроходная обработка
Во всех электроэрозионных проволочно-вырезных станках DK77120 от нашей компании существует функция автоматической многопроходной обработки. Она нужна для получения хорошей чистоты поверхности (1 – 1,6 Ra).
Первый проход – черновой. Для него можно установить максимальный ток, скорость будет высокой, чистота поверхности низкой. Если вы режете пуансон или подобную заготовку, необходимо оставить ступень 2-3 миллиметра, чтобы пуансон не отделился от заготовки раньше времени.
Второй и последующие проходы – чистовые. Их задача – достижение требуемой шероховатости. Здесь используются более мягкие параметры, которые «выглаживают» поверхность. Многопроходная резка в ряде случаев позволяет заменяет шлифовку

Резка под углом
Стандартное исполнение предусматривает 4-х координатную обработку и угол наклона проволоки до ±3˚, существуют конструкции до ±15˚ / ±30˚ / ±45˚ (максимальный наклон измеряется на высоте до 80 мм). Наклон не фиксированный и может меняться в обозначенном диапазоне.
В первом случае это реализовано двумя маленькими двигателями, установленными на верхнем рукаве, которые создают дополнительные перемещения по координатам U, V.
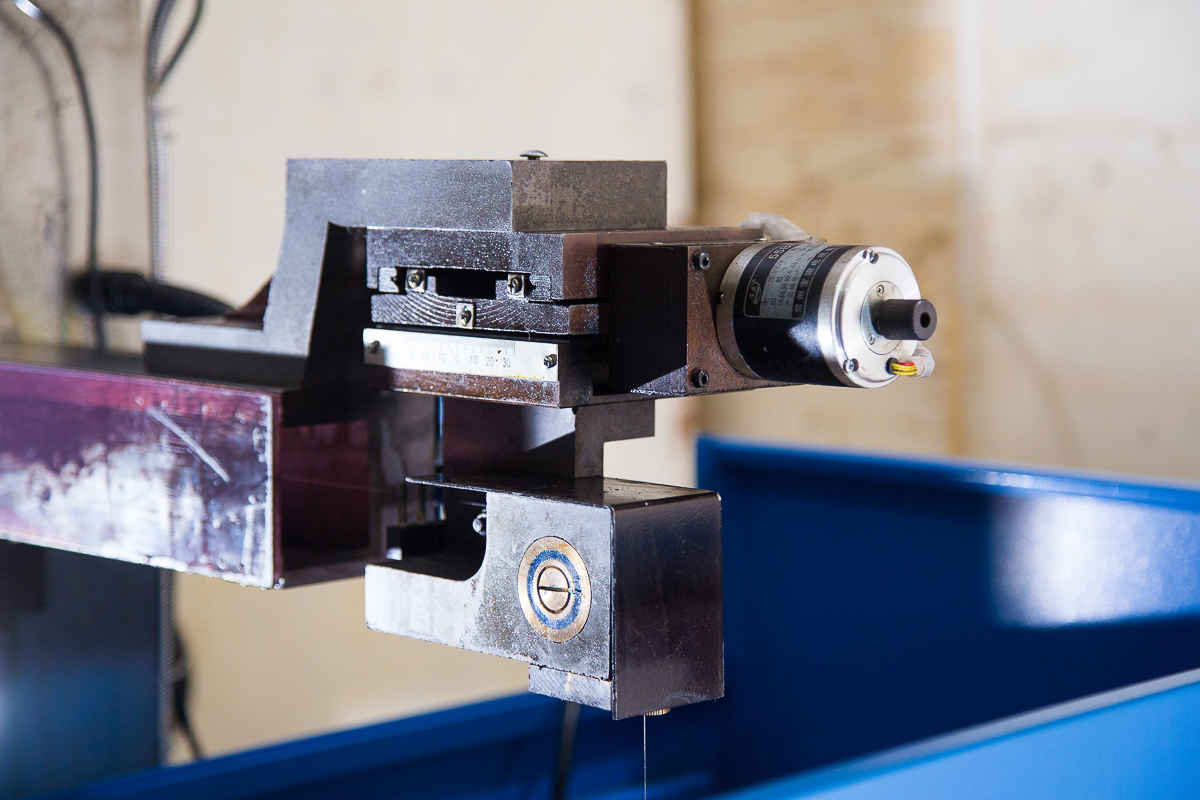
Конструкция с расширенным углом отличается значительно, верхний рукав имеет более мощные двигатели, широкую площадку для перемещения дополнительных координат, а сами рукава имеют поворотную конструкцию, таким образом, направляющие ролики рукавов в процессе тоже поворачиваются на требуемый угол. При большом конусе требуемая рабочая длина проволоки меняется, для обеспечения постоянного натяга проволоки предусмотрен более сложный узел натяжения.
Задание программ для производства конусных деталей не создаёт сложности для оператора. Вместо одного контура необходимо отрисовать два – верхний и нижний, указать линию захода, толщину заготовки, параметры обработки и пр.
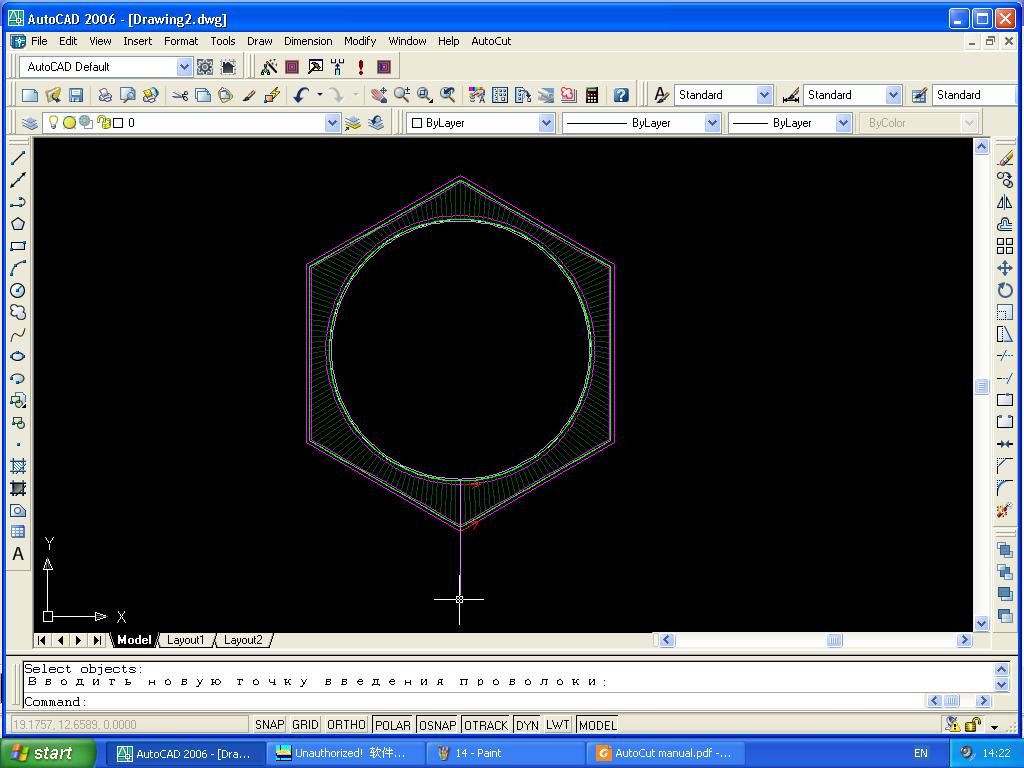
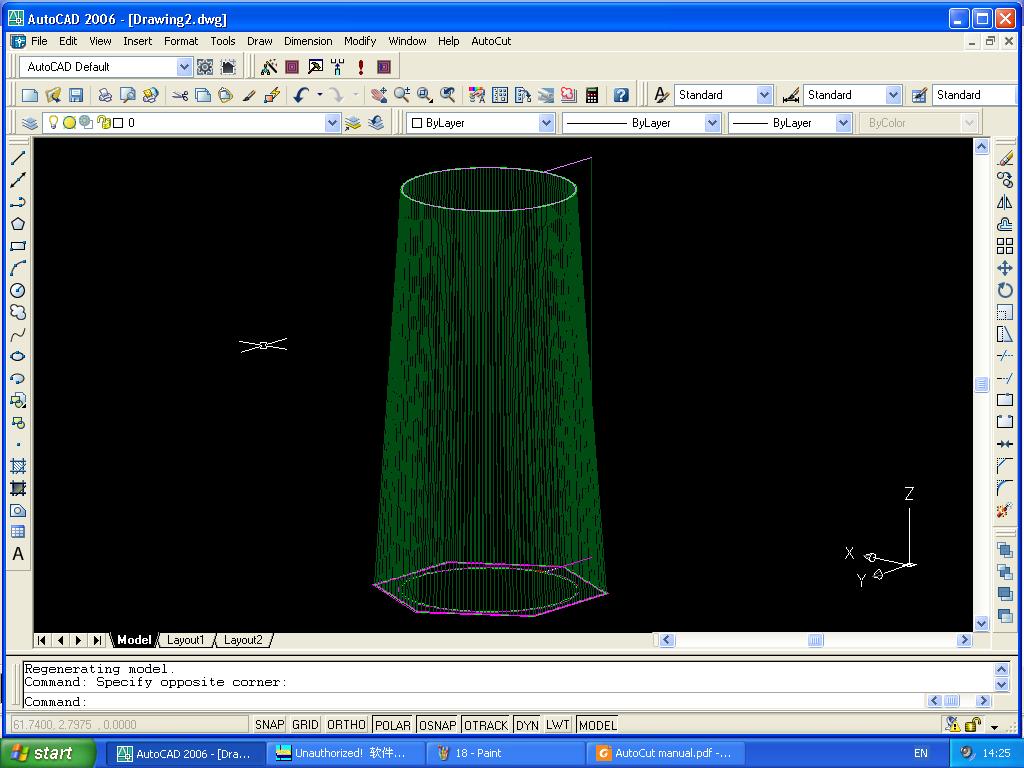
После можно отобразить получившуюся 3D-модель будущего изделия.
Существует другой вариант создания программы, когда по чертежу задан один контур и угол наклона. Он применим, когда верхний и нижний профиль детали одинаковы по форме и отличаются только размером.
Достоинства ЧПУ Wire Cut для DK77120
Электроэрозионный проволочно-вырезной станок DK77120 от компании Доминик в базовой комплектации:
1. Станок DK77120
3. Насосная станция
4. Пульт управления насосной станцией и проволочным барабаном
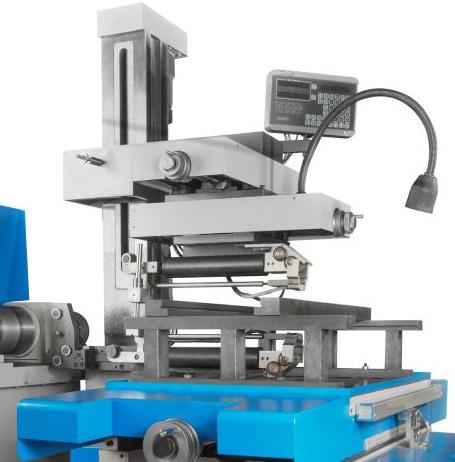
5. Оптические линейки и устройство цифровой индикации (УЦИ) для DK77120
6. Централизованная система смазки
7. Устройство постоянного натяжения проволоки
8. Панели подачи СОЖ (сопла), ролики, токосъемники
9. Установочные опоры
10. Комплект инструмента и оснастки (натяжной ролик, калибр вертикальности проволоки, набор прижимов, отвертки, шестигранники, ручка вращения барабана)
11. Программное обеспечение
12. Руководство по эксплуатации на русском языке
Расширенная комплектация может включать:
Угол наклона с поворотными рукавами ±15˚ / ±30˚ / ±45˚ (зависит от модели)
Комплект прецизионных рубиновых фильер
Приспособление для резки алюминия (для подачи тока на барабан)
Комплект керамических роликов (для работы с твёрдым сплавом)
Расходные материалы:
Проволока молибденовая 0,18 мм
Концентрат СОЖ JR3A, JR3B, JR3C, DIC-206
Подвержены износу в процессе работы:
Российскими производителями выпускается прецизионное оборудование АРТА для электроэрозионной обработки металлов.
Станок электроэрозионный для резки металлов
Можно выделить те технологические операции, где работа элктроэрозионных режущих станков выгодно отличается от механической обработки металлов:
- обработка сверхтвёрдых металлов и сплавов;
- выполнение вырезов в заготовках с угловыми острыми кромками, имеющими сверхмалые радиусы закруглений;
- обработка цилиндрических и фасонных поверхностей большой глубины;
- обработка поверхностей с очень высокой точностью.

Чтобы запрограммировать обработку детали электроэрозионным станком, нужно иметь техническое задание и макет самого изделия. Формат представляемых данных может быть любой, перевод его в команды блока ЧПУ осуществляется оператором станка или программистом.

Рекомендуем эти статьи:
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей, который называется электроэрозионным.
Принцип работы электроэрозионного станка
После того как выше были рассмотрены конструктивные аспекты существующих электроэрозионных станков, следует разобраться в принципе их работы. Нельзя не упомянуть, что процедуры обработки деталей, которые применяются на устройствах такого типа, позволяют достигать просто поразительных результатов.
Для начала пару слов о том, что такое электрическая эрозия, ведь как мог уже догадаться читатель из названия станка, именно эта реакция стоит в основе работы таких устройств.
Разрушение верхнего слоя поверхности материала под влиянием внешнего воздействия, осуществляемого электрическими разрядами, называется электрической эрозией. Именно этот процесс и стал основой для обработки различных материалов и деталей, который называется электроэрозионным.
Сама электроэрозионная обработка осуществляется путём изменения размеров, формы, шероховатости и свойств поверхности обрабатываемой заготовки под влиянием электрических разрядов в результате электрической эрозии, воздействующих на заготовку при обработке.
Под действием сил, которые возникают в канале разряда, а также благодаря тому, что электрод быстро вращается, происходит выброс уже жидкого и парообразного металла из зоны разряда в окружающую его рабочую жидкость, а затем его застывание в ней с образованием отдельных мелких частей. В заготовке, под действием импульса тока, образуется отверстие. Кроме этого, можно наблюдать угар электрода-инструмента, происходящий параллельно образованию отверстия.
Следует заметить, что электрод-инструмент обязательно должен быть изготовлен из материала с высокой эрозионной стойкостью. Такими материалами, которые обладают таким важным качеством и которые способны обеспечить стабильность протекания процесса электроэрозии, являются: вольфрам, графит, алюминий, латунь, медь и графитовые материалы. Обычно в таких станках используются медные или латунные трубчатые электроды.
«Абамет» предлагает копировально-прошивные станки MitsubishiElectric с зоной обработки от 300х250х250 (XYZ) — EA8S до 1000х470х450 (XYZ) — EA28LS).
Что такое проволочно-вырезной станок
Это станок, обрабатывающий токопроводящие материалы проволочным электродом.
Базовый принцип работы проволочно-вырезных станков
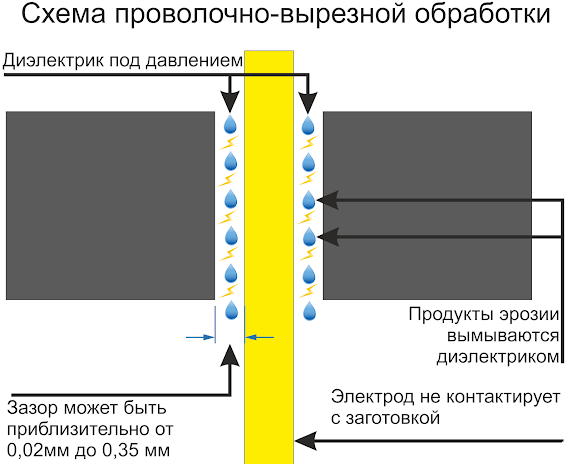
В проволочно-вырезных станках обработка происходит электрическим разрядом, возникающим между проволокой-электродом и заготовкой. За счет полярного эффекта материал заготовки эродирует в большей степени, чем проволоки. Разряд в зазоре формирует генератор. Удаление продуктов эрозии в искровом зазоре происходит с помощью прокачки диэлектрика под высоким давлением в зоне резания.
Суперсовременные технологии Mitsubishi Electric, используемые в проволочно-вырезных станках, позволяют: достигать микронной точности, отличной шероховатости, контролировать эксплуатационные затраты (станок подсчитывает расходы на запчасти и электроэнергию). Современная система ЧПУ обеспечивает синхронизированную работу 7-ми осей. Все эти факторы в сочетании c феноменальной надежностью дадут Вам неоспоримое преимущество перед конкурентами.
Купить электроэрозионный станок с ЧПУ под любые задачи позволяет широта модельного ряда проволочно-вырезных станков.
«Абамет» предлагает проволочно-вырезные станки Mitsubishi Electric с зоной обработки от 300x400x215 (XYZ) — MV1200 до 1300x1000x410 (XYZ) — FA50 и максимальной высотой обработки до 670 мм (610 мм в погружном состоянии).
Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
Обработка материалов с плотной структурой ручным способом малоэффективна, так как требует больших трудозатрат и не обеспечивает высокой точности. Среди установок, которые позволяют в какой-то степени или полностью (зависит от вида и модели) автоматизировать процесс, электроэрозионные станки менее известны, хотя они и отличаются уникальными возможностями, что выгодно выделяет их среди большинства «собратьев» по станочному парку.
Об особенностях, принципе работы и специфики применения электроэрозионных станков и будет рассказано в предлагаемом читателю материале.

Общая информация
-
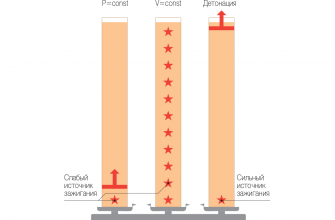
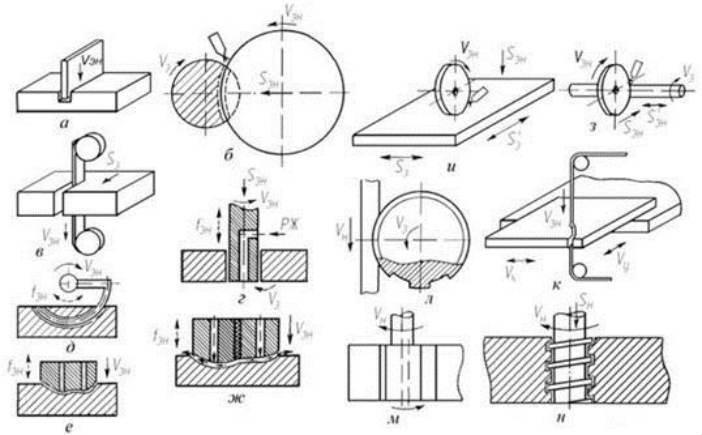
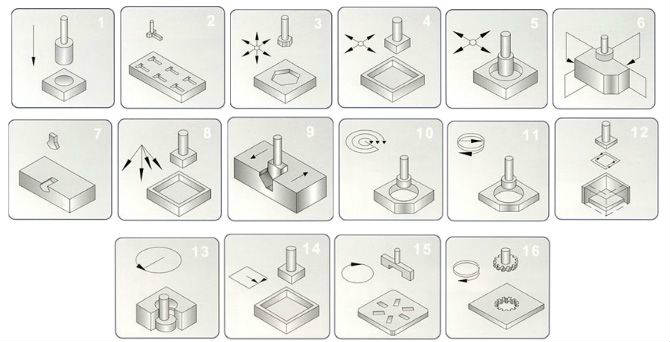
Независимо от модели, электроэрозионные станки имеют ограничение по обработке деталей. Они могут использоваться для выполнения различных операций лишь в том случае, если образец изготовлен из материалов категории «токопроводящие» (металлы, сплавы). Существует несколько методик электроэрозионного воздействия на изделие, отличающихся как способом подачи электрических разрядов, так и параметрами импульсов. В соответствие с этим, все подобные станки позволяют изготавливать детали по-разному, в зависимости от ожидаемого результата. Несомненный плюс электроэрозионных установок – возможность ведения обработки образца одновременно по разным направлениям.
Что может получиться в результате, показано на схемах (наиболее распространенные варианты использования электроэрозионных станков).
Способы обработки заготовок
-
эл/импульсный; эл/искровой; анодно-механический; эл/контактный.
Виды технологических операций
- Упрочнение структуры.
- Шлифовка.
- Маркирование.
- Вырезание.
- Доводка.
- «Прошивка».
- Отрезка.
- Объемное копирование.
- Обработка:
- электроэрозионно-абразивная;
- анодно-механическая;
- электрохимическая;
- комбинированная.
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
-
получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой; выборка материала на любую глубину с внутренних поверхностей образцов; выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных); изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
Условно процесс можно разделить на два технологических этапа.
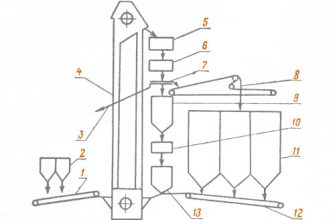
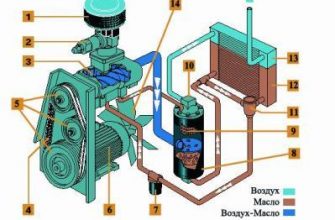
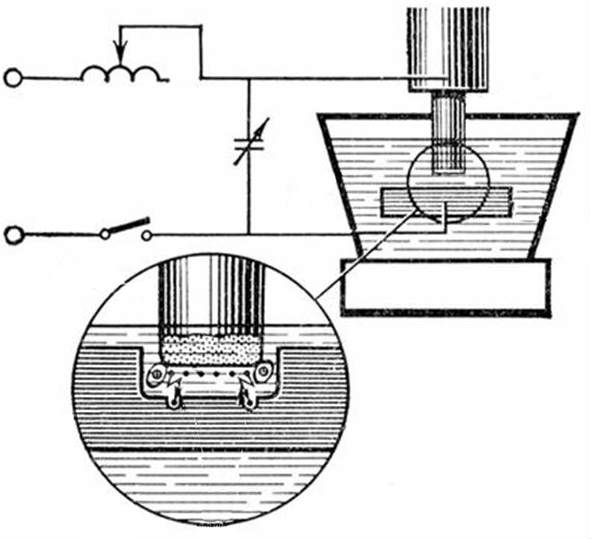
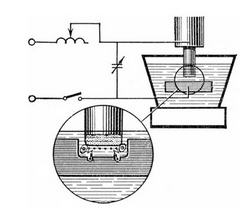
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.
Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
В зависимости от реализуемого способа обработки и инженерного решения в конструкции станка, параметры импульсов, технология их генерирования и ряд других факторов в различных моделях электроэрозионных установок могут отличаться. Но принцип работы оборудования остается прежним.
DK 7732 в г.Тольятти. Точность станка оказалась 7 мкм, при паспортной 12. Отчет, согласованный с Заказчиком здесь.
В настоящее время широкое развитие получили 3 типа электроэрозионной обработки:
- Вырезание проволокой
- Прошивка электродом
- Прошивка (прожиг, сверление) тонких глубоких отверстий
Все эти операции показаны ниже.
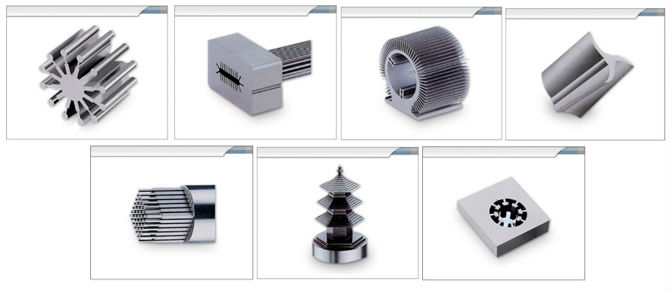
Смотрите все наши работы, полученных электроэрозионной обработкой.
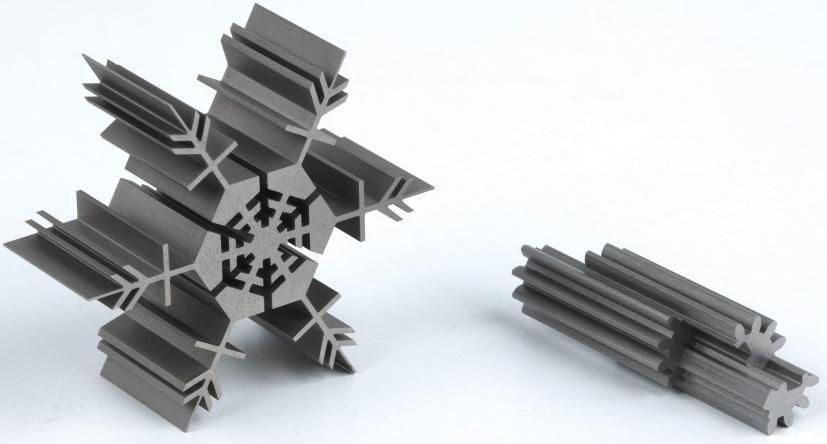
Вырезание проволокой
DK 7732 в г.Тольятти. Точность станка оказалась 7 мкм, при паспортной 12. Отчет, согласованный с Заказчиком здесь.
Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
Прошивка (прожиг, сверление) тонких глубоких отверстий
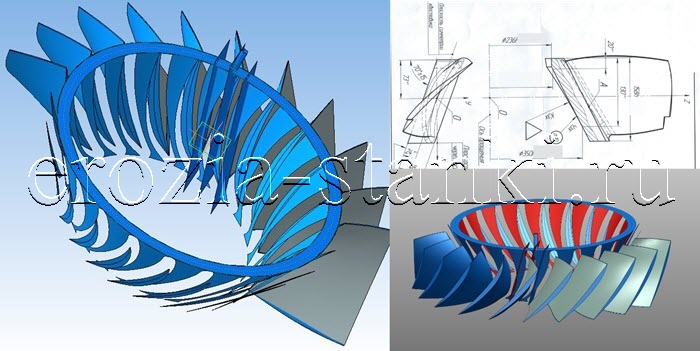
 Прожиг охлаждающих отверстий в лопатках газовой турбины
Прожиг охлаждающих отверстий в лопатках газовой турбины
Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
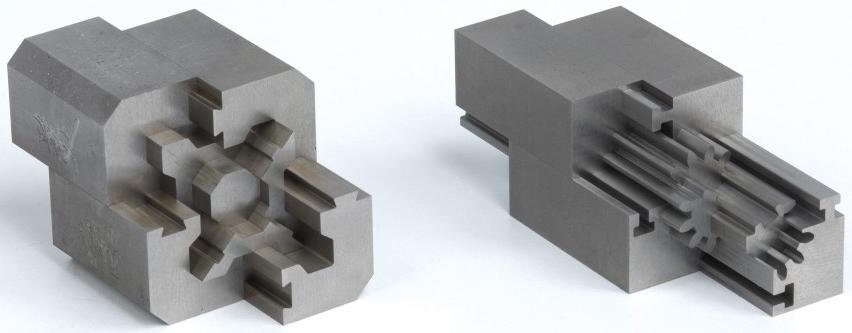
Прошивка электродом.

Смотрите еще примеры изделий, полученных электроэрозионной обработкой.
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Электроэрозионные методы особенно эффективны при обработке твёрдых материалов и сложных фасонных изделий. При обработке твёрдых материалов механическими способами большое значение приобретает износ инструмента. Преимущество электроэрозионных методов, как и вообще всех электрофизических и электрохимических методы обработки, состоит в том, что для изготовления инструмента используются более дешёвые, легко обрабатываемые материалы. Часто при этом износ инструментов незначителен.
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки.
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии.
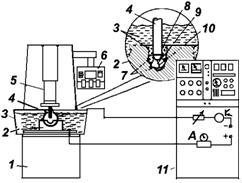
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление, и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии. Для достижения этой цели используется генератор импульсов. Процесс электроэрозионной обработки происходит в рабочей жидкости, которая заполняет пространство между электродами; при этом один из электродов — заготовка, а другой — электрод-инструмент.
Под действием сил, возникающих в канале разряда, жидкий и парообразный материал выбрасывается из зоны разряда в рабочую жидкость, окружающую его, и застывает в ней с образованием отдельных частиц. В месте действия импульса тока на поверхности электродов появляются лунки. Таким образом осуществляется электрическая эрозия токопроводящего материала, показанная на примере действия одного импульса тока, и образование одной эрозионной лунки.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие показатели в отношении эрозионной стойкости электродов-инструментов и обеспечения стабильности протекания электроэрозионного процесса имеют медь, латунь, вольфрам, алюминий, графит и графитовые материалы.
Общая характеристика процесса электроэрозионной обработки
Типовой технологический процесс электроэрозионной обработки на копировально-прошивочных станках заключается в следующем:
Прошивание отверстий
При электроэрозионной обработке прошивают отверстия на глубину до 20 диаметров с использованием стержневого электрода-инструмента и до 40 диаметров — трубчатого электрода-инструмента. Глубина прошиваемого отверстия может быть значительно увеличена, если вращать электрод-инструмент, или обрабатываемую поверхность, или и то и другое с одновременной прокачкой рабочей жидкости через электрод-инструмент или с отсосом ее из зоны обработки. Скорость электроэрозионного прошивания достигает 2-4 мм/мин.
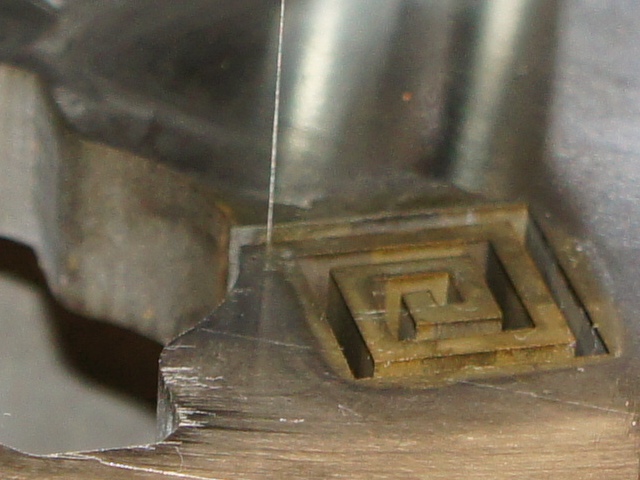
Маркирование
Маркирование выполняется нанесением на изделие цифр, букв, фирменных знаков и др. Электроэрозионное маркирование обеспечивает высокое качество, не вызывает деформации металла и не создает зоны концентрации внутреннего напряжения, которое возникает при маркировании ударными клеймами. Глубина нанесения знаков может колебаться в пределах от 0,1 до 1 мм.
Операция может выполняться одним электродом-инструментом и по многоэлектродной схеме. Изготавливаются электроды-инструменты из графита, меди, латуни, алюминия.
Производительность составляет около 3-8 мм/с. Глубина знаков зависит от скорости движения электрода. При скорости движения электрода более 6 мм/с четкость знаков ухудшается. В среднем на знак высотой 5 мм затрачивается около 4.
Вырезание
В основном производстве электроэрозионное вырезание применяют при изготовлении деталей электро-вакуумной и электронной техники, ювелирных изделий и т.д. в инструментальном производстве, при изготовлении матриц, пуансонов, пуансонодержателей и других деталей, а также вырубных штампов, копиров, шаблонов, цанг, лекал, фасонных резцов и др.
Шлифование
Процесс электроэрозионного шлифования применяют для чистовой обработки труднообрабатываемых материалов, магнитных и твердых сплавов.
Отклонение размеров профиля после электроэрозионного шлифования находится в пределах от 0,005 до 0,05 мм, шероховатость Ra = 2,50,25, производительность — 260 мм2/мин.
С появлением электрических способов обработки оказалось в принципе возможным осуществление методами электротехнологии всего комплекса операций, необходимых для превращения заготовки в готовую деталь, включая и ее термическую обработку.
Источник — http://alta-machines.ru/info/princip-deistviya.php
Источник — http://stankiexpert.ru/stanki/stanki-dlya-rezki/elekroerozionnye-stanki.html
Источник — http://stanokgid.ru/metall/ehlektroehrozionnyj-stanok.html
Источник — http://dominik-edm.ru/catalog/dk77120/
Источник — http://namillion.com/elektroerozionnyj-stanok.html
Источник — http://dvt-spb.ru/article/elektroerozionnye-stanki-i-printsip-raboty
Источник — http://www.abamet.ru/catalog/jelektrojerozionnye-stanki-chpu/
Источник — http://ismith.ru/metalworking/elektroerozionnyj-stanok/
Источник — http://erozia-stanki.ru/teoriya/tekhnologiya-lektro-rozionnoy-obrabotki/