- просроченная закладка/избранное
- поисковый механизм, у которого просрочен список для этого сайта
- пропущен адрес
- у вас нет права доступа на эту страницу
- Запрашиваемый ресурс не найден.
- В процессе обработки вашего запроса произошла ошибка.
Вы не можете посетить текущую страницу по причине:
- просроченная закладка/избранное
- поисковый механизм, у которого просрочен список для этого сайта
- пропущен адрес
- у вас нет права доступа на эту страницу
- Запрашиваемый ресурс не найден.
- В процессе обработки вашего запроса произошла ошибка.
Пожалуйста, перейдите на одну из следующих страниц:
Если проблемы продолжатся, пожалуйста, обратитесь к системному администратору сайта и сообщите об ошибке, описание которой приведено ниже.
Лабораторные индукторные печи, как и промышленные, требуют эффективного охлаждения обмотки. В некоторых моделях достаточно воздушного охлаждения, в работающих с высокими температурами индукторах применяется водяное.
Промышленная печь индукционная
От того, какие температурные режимы требуются, какие виды металлов или сплавов планируется выплавлять, применяют различные виды футеровки. Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Основная или щелочная футеровка изготавливается из магнезита с добавлением других окислов и жидкого стекла. Такая футеровка может выдержать до 50 плавок, в печах большого объема износ происходит намного быстрее.
Нейтральная футеровка применяется чаще других видов и может выдерживать свыше 100 плавок. Наиболее часто она применяется в тигельных печах. Следует учесть, что в результате проведения плавок происходит неравномерный износ футеровки. Таким образом изменяется рабочий объем и толщина стенки футеровки. Больший износ происходит в местах с большей температурой, обычно в нижней части печи.
Так как промышленные индукционные печи работают с большими нагрузками, обмотка индуктора в процессе работы может значительно нагреваться. Для предотвращения негативных последствий перегрева, обычно предусматривается водяная система охлаждения, отводящая излишки тепла от витков индуктора. При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
Максимально возможная автоматизация процессов термообработки является необходимым условием для нормальной работы промышленных индукционных печей. Правильно подобранная автоматика обеспечит различные режимы, позволяющие наиболее точно выполнить требования технологических процессов.
Производство промышленных печей осуществляется в строгом соответствии с требованиями заказчика и регулирующей НТД. Промышленные печи могут изготавливаться по типовым проектам или индивидуальным заказам. Обязательным условием является аттестация оборудования, которая должна выполняться не реже 1 раза в год.
Плавильная индукционная печь:

В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2 — ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).
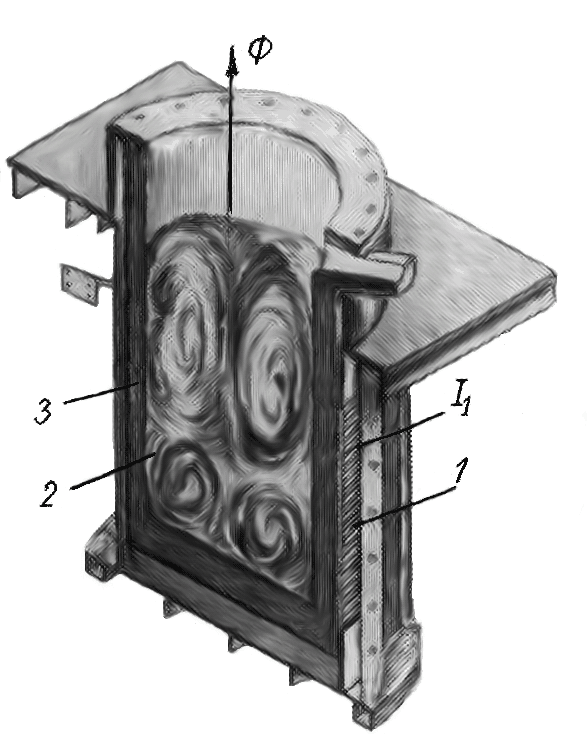
Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Использованная литература:
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Эффективность работы данного теплогенератора определяется мощностью и частотой генератора, количеством потерь в вихревых токах, скоростью и количеством потерь тепла в окружающее пространство.
Преимущества и недостатки индукционных теплогенераторов
Установки данного типа обладают определёнными преимуществами:
- Благодаря активному перемещению металла расплав обладает однородностью.
- При нагреве сплавов в индукционной печи легирующие элементы не выгорают.
- В таком теплогенераторе возможно фокусирование энергии.
- При изготовлении такой печи можно самостоятельно выбрать способ футеровки, рабочую частоту, ёмкость установки, при работе – точно выбрать температуру расплава.
- Печь очень быстро готовится к работе, а расплавление металла происходит с достаточно высокой скоростью.
Внимание! Важным плюсом индукционных печей является экологичность происходящего в них процесса расплавления металла.
К минусам этого оборудования можно отнести следующие факторы:
- Нагрев шлака в индукционных теплогенераторах происходит за счёт тепла металла. Поэтому шлакам присуща более низкая температура, по сравнению с расплавляемым металлом.
- Из-за вязкости холодных шлаков из металлов затруднено удаление фосфора и серы.
- В пространстве между индуктором и металлом происходит рассеивание магнитного потока, что делает необходимым снижение толщины футеровки тигля. Это приводит к уменьшению эксплуатационного периода футеровочного слоя.
Индукционные плавильные приспособления в основном применяют на литейных производствах больших и средних мощностей. С помощью таких устройств в цехах, где выполняется точное литье, получают стальные отливы максимального качества. Все машино- судостроительные предприятия оснащают свои производственно-ремонтные цеха индукционно плавильным оборудованием для переработки металлов.
Принцип действия индукционной плавильной печи
Стандартная индукционная плавильная печь работает по методу трансформаторного устройства. В роли первоначальной обмотки выступает специальный индуктор, что охлаждается в процессе работы печи холодной водой. Металл, который находится в тигле, является нагрузкой и, параллельно с этим, второй трансформаторной обмоткой.

Индуктор печи создает электромагнитную зону, что своим действием образует протекающий в тигле ток. Электричество, вырабатываемое индукторным магнитным полем протекает через обрабатываемые изделия из металла, вызывая их нагрев до максимально высоких температур. Нагреваясь, металл плавится. Для каждого вида металла задается своя, определенная мощность подаваемого напряжения.
Индукционная печь питается от полупроводникового преобразователя частоты ПЕТРА-0132. Управление режимом плавки осуществляется с пульта управления полупроводникового преобразователя частоты или пульта дистанционного управления. Температура расплава контролируется средствами КИП и А и поддерживается системой управления преобразователя частоты ПЕТРА – автоматически. Установка индукционной печи выполняется по проекту, разрабатываемому для конкретных условий цеха.
Скачать

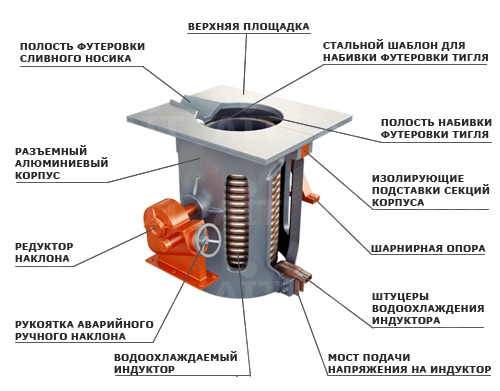
Индукционная печь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемая катушка – индуктор. Вторичной обмоткой и одновременно нагрузкой является графитовый тигель и находящийся в нём металл. Нагрев и расплавление металла происходит за счёт протекающих в нём вихревых токов, которые возникают под воздействием электромагнитного поля, создаваемого индуктором. В состав индукционной печи ИЦРТ входит следующее оборудование.
Плавильный узел.
Преобразователь частоты.
Индукционная печь питается от полупроводникового преобразователя частоты ПЕТРА-0132. Управление режимом плавки осуществляется с пульта управления полупроводникового преобразователя частоты или пульта дистанционного управления. Температура расплава контролируется средствами КИП и А и поддерживается системой управления преобразователя частоты ПЕТРА – автоматически. Установка индукционной печи выполняется по проекту, разрабатываемому для конкретных условий цеха.
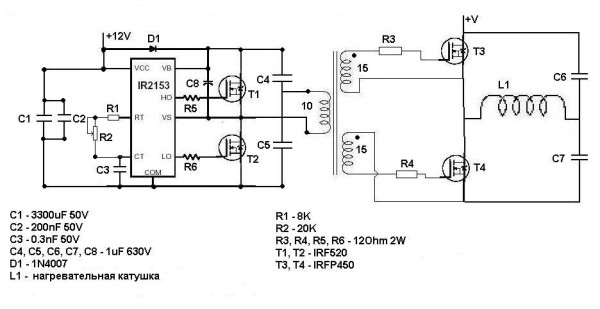
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
Охлаждение
Этот вопрос, наверное, самый сложный из всех тех, которые ставятся перед человеком, решившим самостоятельно собрать плавильный аппарат на основе индукционного принципа. Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Второй вариант – это провести водяное охлаждение. Однако качественно и правильно выполнить его в домашних условиях не только сложно, но и финансово не выгодно. В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
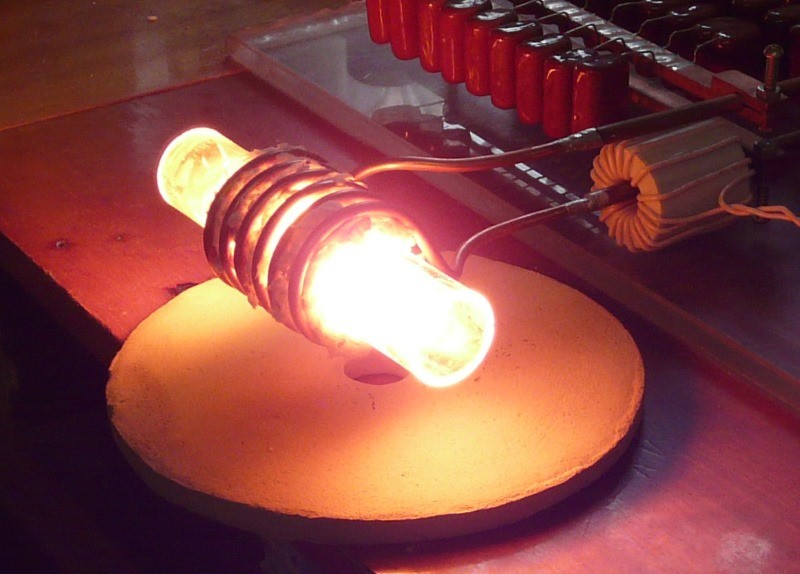
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
Применяемые ламы должны быть защищены от механического воздействия.
Используйте лампы высокой мощности, но не более 4 штук. Питание печи будет происходить от сети 220В с выпрямителем. Если вы будете использовать печь для плавки металла, используйте графитовые щётки, если для обогрева — нихромовую спираль.
Индукционная печь — это словосочетание хорошо знакомо тем, чья профессия косвенно или напрямую связана с металлургией. Ведь именно в таких печах осуществляется процесс плавки металла.
Принцип работы индукционной печи — это процесс получения тепла от электричества, вырабатываемого переменным магнитным полем. В печах индукционного типа происходит преобразование энергии по схеме электромагнитная-электрическая-тепловая.
Индукционные печи подразделяются по видам:
Для канального типа печей характерно расположение индуктора с сердечником внутри металла.
В тигельной — индуктор располагается вокруг металла.
У индукционных печей имеется целый ряд преимуществ по сравнению с другими печками или котлами:
— моментальный разогрев;
— фокусировка энергии;
— безопасность и экологическая чистота устройства;
— отсутствие угара;
— большие возможности в выборе емкости, рабочей частоты.
В промышленности такие печи используют для плавки чугуна и стали, меди и алюминия, а также драгоценных металлов. Эти печи имеют различную емкость и частоту.
Именно принцип работы индукционной печи привел к созданию известной всем нам в быту микроволновой печи.
При наличии специальной электрической схемы для этого устройства, вполне реально сделать ее своими руками. Вам необходим высокочастотный генератор с частотой колебаний 27,12 МГц.
Схема собирается на 4-х электронных лампах(тетрадах), нужна также нелегкая лампа для сигнализации о готовности к началу работы.
Особенностью такой индукционной печи, собранной своими руками по такой схеме, будет то, что ручка конденсатора находится снаружи. А, самое главное, что часть металла, расположенная в катушке, расплавится очень быстро даже в устройстве с малой мощностью.
Индукционная печь своими руками — схема
— от скорости теплопередачи;
— от мощности генератора;
— от вихревых потерь и потерь на гистерезисе;
Используйте лампы высокой мощности, но не более 4 штук. Питание печи будет происходить от сети 220В с выпрямителем. Если вы будете использовать печь для плавки металла, используйте графитовые щётки, если для обогрева — нихромовую спираль.
Собрать индукционную печь своими руками несложно и экономически выгодно. Ее можно применять для обогрева гаража, дачи или как дополнительный источник обогрева своего жилища.
Принцип действия устройства имеет следующие особенности:
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Конструкция индуктора довольно проста. Его центром является графитовая или металлическая электропроводящая заготовка, вокруг которой следует намотать провод. При помощи мощности генератора в индуктор начинают запускать токи разной частоты, создавая вокруг индуктора мощное электромагнитное поле. Благодаря воздействию такого поля на заготовку и создания в ней вихревых токов, графит или металл начинает очень сильно разогреваться и отдавать тепло окружающему воздуху.
Работая с печью, следует опасаться получения термических ожогов. Кроме того, такое устройство имеет высокую пожарную опасность. Во время работы эти агрегаты ни в коем случае нельзя перемещать. Нужно быть очень внимательным, когда такие печи устанавливают в квартире.
Переменное электромагнитное поле начинает разогревать окружающее его помещение, и такая особенность находится в прямой зависимости от мощности и частоты излучения устройства. Мощные промышленные печи могут оказывать воздействие на предметы, находящиеся в карманах одежды, на близлежащие детали из металла, на ткани людей.
Источник — http://vakuumtest.ru/indukcionnye-pechi/
Источник — http://inductor.su/tehnicheskaya-biblioteka/printsip-raboty-induktsionnyh-pechej-printsip-induktsionnogo-nagreva/
Источник — http://kotel-otoplenija.ru/indukcionnaya-pech-svoimi-rukami
Источник — http://promplace.ru/induktcionnaya-plavilnaya-pech-672.htm
Источник — http://www.nkvp-petra.ru/melting/indukcionnie-pechi-dly-plavki-tsvetnyh-metallov-v-razdatochnyh-pechah
Источник — http://pechiexpert.ru/induktsionnaya-pech-dlya-plavki-metalla/
Источник — http://tokar.guru/metallicheskie-izdeliya/pechi-i-mangaly/indukcionnaya-pech-dlya-plavki-metalla-svoimi-rukami.html
Источник — http://teplomex.ru/pechi/indukcionnaya-pech-svoimi-rukami-shema.html
Источник — http://stankiexpert.ru/spravochnik/litejjnoe-proizvodstvo/indukcionnaya-plavilnaya-pech.html
Источник — http://kotel.guru/pechi/dlya-doma/osobennosti-izgotovleniya-indukcionnoy-pechi-svoimi-rukami.html