Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа

На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
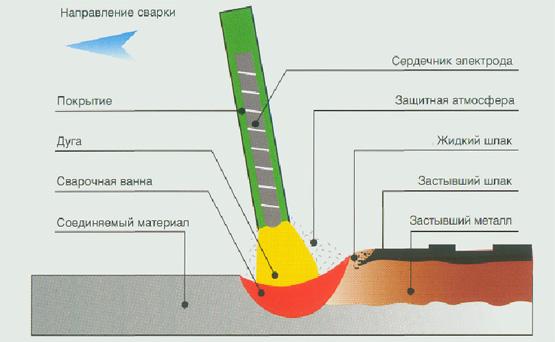
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.

Еще по этой теме на нашем сайте:
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки
Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье.
Сварочные маски Хамелеон Ресанта — отзывы пользователей
Без маски сварщика сваривать длительное время различные конструкции практически невозможно, так что этот защитный элемент обязательно должен присутствовать в арсенале специалиста.
Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190
«Ресанта» — это бренд известного в СНГ латвийского производителя электротехнических изделий. Первыми приборами, выпущенными предприятием в 1993 году, были стабилизаторы напряжения. Поначалу производителю хватало мощности.
Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа
Сварка полуавтоматом – процесс технически более сложный, чем обычный контактный. Почему так популярна полуавтоматическая сварка — цена на полуавтоматы гораздо выше обычных? Технология получила широкую.
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Стандартные типы сварочных устройств:
- ручные;
- полуавтоматы;
- автоматы.
Виды сварочных агрегатов и их характеристики:
— трансформаторные. Достоинства: бюджетная стоимость, нормальная эффективность работы, несложность использования. Недостатки: большой вес и габариты, нестабильность дуги, необходимость специальных электродов, невозможность сварки стали из нержавейки и цветного металла;
— выпрямительные. Плюсы: абсолютная устойчивость дуги, возможность сварки любых металлов. Минусы: высокая цена, низкая эффективность, огромный расход электроэнергии, значительный вес;
— инверторные. Преимущества: мобильность (оптимальный вес и размеры), относительно высокий уровень эффективности, независимость от перепадов напряжения в электросети, возможность осуществления сварочных работ различных марок металлов. Недостатки: высокая стоимость, необходимость соблюдать особые требования к хранению и эксплуатации.
Стандартные типы сварочных устройств:
- ручные;
- полуавтоматы;
- автоматы.
горелка с малой катушкой для очень мягкой проволоки.
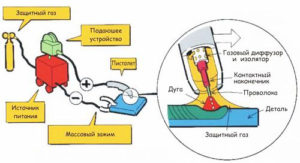
Сварочные полуавтоматы MIG/MAG широко используются для сварки в среде защитных газов. Источник питания, устройство подачи проволоки, устройство управления, горелка – вот из чего состоит такой аппарат; а по источнику питания он может быть трансформатором, выпрямителем или инвертором. Дуговая сварка MIG/MAG является более требовательной к условиям, поэтому для ее ведения требуется специальное оборудование — инверторные сварочные полуавтоматы.
Принцип работы и устройство
Даже самый дешевый инверторный полуавтомат MIG-MAG способен облегчить процесс сварки, чтобы максимально эффективно использовать весь потенциал оборудования, необходимо знать основные принципы работы.
В комплект обязательно входит: катушка со сварочной проволокой, направляющее приспособление, ролики, приемное устройство для проволоки. Ролики приводятся в движение электродвигателем. Скорость вращения регулируется в соответствии со скоростью расплавления электрода. Ролики вытягивают электрод из катушки и направляют его по шлангу к горелке.
К горелке подводятся следующие шланги: шланг подачи проволоки, шланг подачи защитного газа, электропроводка, управляющая линия, а в некоторых полуавтоматах и охлаждающая жидкость.
Типы горелок MIG/MAG
S-образная, отличается небольшим весом;
сварочный пистолет, подходит для подачи мягкой и тонкой проволоки;
горелка с дисплеем (у цифровых моделей);
горелка с малой катушкой для очень мягкой проволоки.
Сварочные полуавтоматы для работы с самозащитной порошковой проволокой: источник питания — трансформатор или выпрямитель, работа без дополнительной защиты зоны сварки. Преимущество: высокая производительность. Применение: сварка стали, чугуна, износостойкая наплавка. Цена от 6000 рублей.
Сварочные полуавтоматы для работы с электродной проволокой в среде защитного газа, источник питания — трансформатор или инвертор. Инверторный полуавтомат обеспечивает более совершенную работу механизма подачи проволоки с регулировкой скорости в широком диапазоне.
Модели с электронным управлением — преимущество: возможность сварки в непрерывном режиме. Применение: сварка протяженных швов, сварка точками. Цена: от 30000 рублей.
Сварочные инверторы-полуавтоматы для любого метода сварки, постоянного и переменного тока, однофазные и трехфазные. Применение: строительство, промышленность, автосервисы.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Виды и принцип работы полуавтомата
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.
Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными. Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
- трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Для полуавтоматов существует две группы материалов для сварки:
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
Скорость сварки
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
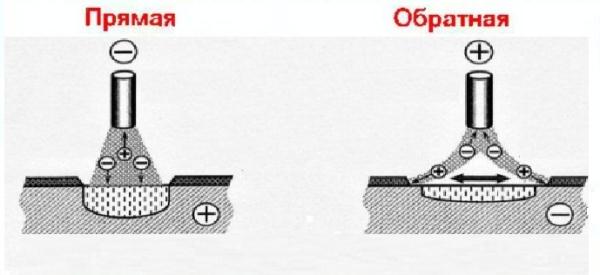
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
ИсточникиИсточник — http://svarkagid.ru/tehnologii/kak-rabotaet-poluavtomaticheskaya-svarka-ustrojstvo-printsip-raboty-tehnologiya.html
Источник — http://svarkalegko.com/oborudovanie/poluatomat.html
Источник — http://svaring.com/welding/apparaty/kak-rabotaet-svarochnyj-poluavtomat
Источник — http://swarka-rezka.ru/poluavtomat-svarochnyy-princip-rabo/
Источник — http://naobzorah.ru/articles/princip_raboti_svarochnogo_poluavtomata
Источник — http://zid.by/stati/printsip_raboty_svarochnogo_poluavtomata/
Источник — http://www.riatech.ru/printsip-raboty-i-ustrojstvo-svarochnogo-poluavtomata/
Источник — http://semidelov.ru/mar/printsip-raboty-svarochnogo-apparata/
Источник — http://vtmstol.ru/blog/chem-otlichaetsya-svarka-avtomat-ot-poluavtomata
Источник — http://tehnika.expert/dlya-remonta/svarochnyj-apparat/rabota-poluavtomatom.html